مراحل ساخت سفال
فرم دادن گِل توسط سفالگر بر روی چرخ سفالگری
مرحله مرکز کردن گِل: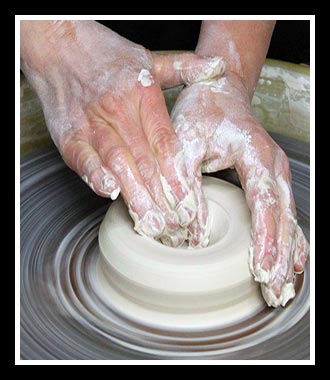
برای ساخت یک حجم سفالی با روش چرخکاری، ابتدا باید مقداری گِل ورز داده شده را محکم و با ضربه روی مرکز چرخ سفالگری قرار داد و یا به عبارتی پرتاب کرد.
سپس گِل را مرطوب کرده و در حالی که با دو دست آن را محکم نگه داشته اید، اجازه می دهید که گِل در مرکز چرخ بالا بیاید.
در این مرحله از ساخت بدنه سفالی، سرعت گردش چرخ سفالگری باید زیاد باشد تا پس از چندین بار گل را بالا و پایین کشیدن بتوان آن را در مرکز چرخ ثابت نمود.
این نوع فرایند و هماهنگی بین سفالگر و چرخ را در اصطلاح سفالگری مرکز کردن یا سنتر کردن گِل می نامند.
مرحله مرکز کردن گِل بسیار مهم است بنابراین چندین دفعه گل را با شست دستها به سمت پایین می فشارند و مجددا آن را بالا می آورند.
چنانچه گِل بدنه به خوبی در مرکز چرخ سفالگری قرار نگیرد، قطعه سفالی ساخته شده بعد از اتمام کار چرخ کاری، نا متقارن و غیر معمول خواهد شد و نکته مهم دیگر این که هنگام تراش سفال که از مراحل پایانی سفالگری می باشد، تراش بدنه سفالی – به دلیل نداشتن تقارن – به خوبی انجام نخواهد شد.
مرحله باز کردن گِل بر روی چرخ سفالگری:
پس از آنکه گِل در مرکز چرخ قرار گرفت، سفالگر تلاش می کند با کمک انگشت شست و فشار دست مقابل آن را به شکل هرمی در آورد.
در این مرحله با دو دست گِل چندین بار بالا و پایین آورده می شود تا کاملا در دستان سفالگر قرار گرفته و مهار شود. سپس با دو انگشت شست به وسط گِل فشار آورده تا سوراخی در وسط آن ایجاد شود.
باید توجه داشت که عمق سوراخ باید با اندازه یک سانتی متر از کف چرخ سفالگری بالاتر باشد، سپس به آرامی انگشتان را از یکدیگر دور می کند تا سوراخ ایجاد شده گشادتر شود.
مرحله شکل دادن کف بدنه سفال :
برای شکل دادن کف ظرف سفالی، شست دست را از مرکز گِل به سمت پایین می فشارند و انگشتان دست را از بیرون بر روی دیواره بدنه حائل می کنند.
به این نکته نیز باید توجه داشت که فقط در اثر تجربه و تمرین بسیار می توان به ضخامت کف بدنه پی برد. در هنگام شکل دادن بدنه گِلی در این مرحله نیاز به روان کاری زیادی می باشد و برای روان کاری از دوغاب گِل به عنوان روان کننده استفاده می شود.
در طی شکل دادن بدنه روی چرخ سفالگری تا آنجا که ممکن است گِل باید در دستان سفالگر قابل کنترل و محصور باشد.
اگر پس از شکل دادن کف ظرف سفالی، کمی دوغاب گِل در کف آن باقی مانده باشد، باید با استفاده از یک تکه اسفنج که به انتهای یک چوب بسته شده است دوغاب اضافی را از آن خارج نمود.
مرحله بالا کشیدن گِل بر روی چرخ سفالگری:
در این مرحله گِل بدنه به بالا کشیده شده و به شکل یک استوانه توخالی در می آید. استوانه ای که ارتفاع آن تقریبا باید برابر باشد با ارتفاع ظرف سفالی که در انتهای کار ساخته می شود.
در این مرحله تمام سطوح گِل بدنه باید دوغاب مالی شود و برای بالا کشیدن گِل می توان دستها را به روش های مختلفی نگه داشت.
اما به طور معمول با کمک یک دست و یا هر دو دست قسمت پایین دیواره بین شست و انگشتان فشرده می شود. همچنین می توان دو دست را در کنار دیواره قرار داده و با کمک انگشتان سبابه گِل را از پایین به بالای استوانه هدایت نمود.
سپس در حین این که لبه بالایی بدنه گِلی با کف دست مهار شده است دست ها به آرامی بالا آورده می شود و همراه با این عمل روان کاری بر روی بدنه با دوغاب گلی نیز همزمان صورت می گیرد.
در مرحله بعد انگشتان یک دست در داخل بدنه و انگشتان دست دیگر در سطح بیرونی دیواره گِلی قرار می گیرند و سپس با اعمال کمی فشار از داخل و خارج هر دو دست را با هم بالا می آورند. با این کار هم دیواره بدنه بالا آمده و هم از ضخامت آن نیز کاسته می شود.
برای ایجاد یک بدنه با دیواره نازک نیاز به مهارت و ممارست فراوانی می باشد. سفالگران مجرب و استاد کاران سفالگر همیشه ضخامت بخش پایین دیواره بدنه را نازک در می آورند و این مهارت نشانگر درجه استادی یک سفالگر خوب می باشد.
بدین ترتیب یک استوانه کامل با ضخامت مناسب و یکسان بر روی چرخ تشکیل می شود و می توان با زیاد یا کم کردن فشار دو دست فرم لازم را به وجود آورد. کار نهایی شکل و فرم دادن به بدنه با دو دست انجام می شود.
سفالگر با قرار دادن انگشتان یک دست بر روی سطح داخلی و انگشتان دست دیگر بر سطح بیرونی، استوانه ی گِلی را به شکل و فرم مورد نظر خود در می آورد.
این نکته را باید توجه داشت که برای ساختن فرم های باز مانند بشقاب و کاسه نیازی به ساختن استوانه نیست و پس از مرکز کردن و باز کردن گِل می توان شروع به فرم دهی گِل نمود.
مرحله جدا سازی و تراش ظرف سفالین:
پس از آن که حجم سفالی مورد نظر سفالگر بر روی چرخ سفالگری ایجاد شد، به وسیله نخ و یا سیم نازک آن را از کف صفحه چرخ سفالگری جدا کرده و آن را برای مدتی در سایه می گذارند تا به تدریج رطوبت خود را از دست داده و نیمه خشک شود.
البته این مدت بستگی به اندازه و مقدار ضخامت بدنه دارد و از شش ساعت تا دوازده ساعت متغیر می باشد.
هنگامی که بدنه گِلی به حالت نیمه خشک در آمد، آن را به صورت وارونه روی صفحه چرخ سفالگری قرار می دهند و در حالی که چرخ با دور کند در حال گردش می باشد با یک تیغه ساده قسمت های زاید بدنه را که بیشتر مربوط به انتهای آن می باشد تراش می دهند.
پس از تراش با اسفنج مرطوب ناهمواری های آن را نیز بر طرف می نمایند.
مرحله پخت حجم سفالین در کوره سفالگری :
پس از مرحله تراش دادن سفال و پرداخت نهایی باید آن را در سایه خشک نمود تا به تدریج و به طور کامل خشک شود؛ زیرا خشک شدن با سرعت زیاد باعث ترک خوردن و دفرمه شدنه بدنه سفالین خواهد شد.
سپس بدنه ی خشک شده را با سنباده صیقلی کرده و آن را برای پخت در کوره آماده می نمایند.
اشیای سفالین پس از ساخت و پرداخت نهایی توسط سفالگر در داخل کوره سفالگری قرار گرفته و در حرارت مناسب پخت می شوند.
سفالینه های بدون لعاب در دمای تقریبی ۹۵۰ تا ۱۰۰۰ درجه سانتی گراد پخت می شوند؛ اما اگر بدنه های سفالین احتیاج به لعاب کاری هم داشته باشند بهتر این است که در دمای کمتری پخته شوند تا در مرحله لعاب زنی بدنه جذب بهتری برای لعاب گیری داشته باشد.
-
مجموعه هنر خورشید | بهار | ۱۳۹۹ شمسی .
© تمامی حقوق این وبلاگ محفوظ و متعلق به مجموعه هنر خورشید میباشد.